Drijvende Visvoer Extruder Machine
De structuursamenstelling van Drijvende visvoer extruder
De drijvende visvoer extruder vormmachine bestaat uit de volgende componenten van boven naar beneden: variabele frequentie boog-brekende voedersysteem, dual-as differentiële modulator, extrusie puffing machine, constante-spleet zachte-mes snij-apparaat, en Siemens belangrijkste elektrische systeem.

Hieronder vindt u gedetailleerde afbeeldingen van de drijvende visvoer extruder machine:.

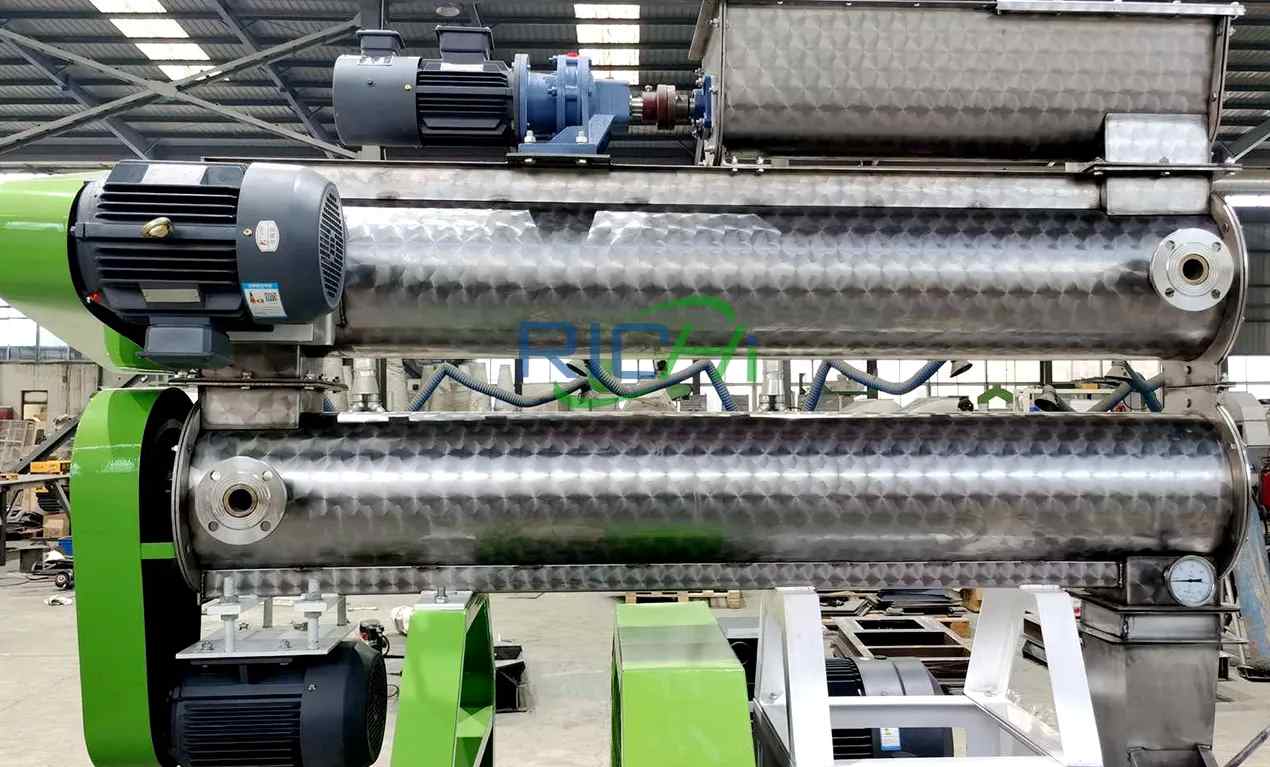
Differentiële modulator met twee assen

Uitdrijving Uitdrijving

Zacht snijmes met constante spleet

Siemens hoofdmotor
RICHI drijvende visvoer extruder machine biedt superieure corrosiebestendigheid, middenklasse prijzen en snelle return on investment.
Drijvende Visvoer Extruder Model Specificaties
RICHI visvoer extruder machines bieden meerdere pelletizer types op maat van verschillende eisen van de klant. Raadpleeg de onderstaande tabel om het juiste model te kiezen:
| Extruder met twee schroeven | |||||
| Model | SPHS75x2 | SPHS120*2 | SPHS150*2 | SPHS185*2 | |
| Vermogen hoofdmotor (kW) | 55 | 90 | 110 | 200 | 355 |
| Schroef Diameter (mm) | 75 | 120 | 120 | 150 | 185 |
| Voedingsvermogen (kW) | 1.5 | 1.5 | 1.5 | 1.5 | 2.2 |
| Vermogen conditioner (kW) | 7.5 | 11 | 11 | 11 | 11 |
| Specificaties conditioner | DC400-244 | DC500-244 | DC500-244 | DC600-300 | DC600-300 |
| Differentieel vermogen conditioner (kW) | 11 | 11 | 11 | 15 | 15 |
| Specificaties differentiële conditioner | DC400*300-244 | DC500*400-300 | DC500*400-300 | DC600*500-300 | DC600*500-300 |
| Output (T/H) | 0.5-1.0 | 1.5-2.0 | 3.0-4.0 | 5.0-6.0 | 10-12 |
| Extruder met één schroef voor droog proces | Extruder met enkele schroef voor nat proces | ||||
| Model | DGP-90B | DGP-120B | DGP-160B | DSP-90B | DSP-135B |
| Hoofdmotorvermogen (kW) | 37 | 55 | 90 | 37 | 75 |
| Voedermacht (kW) | 0.75 | 202 | 3 | 7.5 | 7.5 |
| Snijvermogen (kW) | 0.55 | 1.1 | 1.5 | 1.1 | 1.5 |
| Schroef Diameter (mm) | 90 | 120 | 160 | 90 | 135 |
| Afmetingen (mm) | 2100*1450*1350 | 2400*1950*1600 | 3100*2650*1800 | 2600*1600*1900 | 3750*1980*1950 |
| Output (T/H) | 0.2-0.4 | 0.5-0.6 | 0.8-1.0 | 0.5-0.6 | 0.8-1.0 |

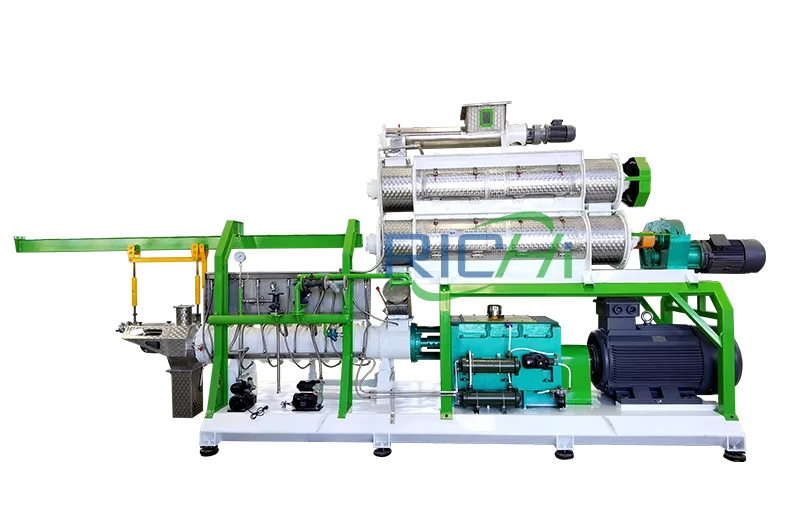
Details van Twin-Screw Drijvende Visvoer Extruder Machine
Werkingsprincipe
Verwerkte poedervormige materialen gaan de verticale silo in. Een invoer met variabele frequentie aan de onderkant transporteert poedervormig materiaal met een oliegehalte van minder dan 7% naar de conditioner. De differentiële conditioner met twee schoepen gebruikt twee schoepen - een snelle en een langzame - om de materialen te kneden, te steriliseren en op hoge temperatuur te gelatineren onder verzadigde stoom. Het gegelatineerde pasta-achtige materiaal gaat de extruder in.
De extrusieschroef in de kamer stuwt het materiaal naar voren. Door de brede spoed van de schroef aan de achterkant en de smalle spoed aan de voorkant wordt het materiaal onder hoge temperatuur en druk samengeperst terwijl het vooruitgaat. De dubbele schroeven oefenen ook wrijvings- en schuifkrachten uit, waardoor het materiaal beter gaar wordt. Na extrusie worden de afgewerkte pellets snel door de gaten van de voorste matrijs geperst. Ze zetten onmiddellijk uit wanneer ze vrijkomen, worden dan gesneden door het mes en vallen als afgewerkte producten naar beneden.
Sleuteltechnologie van de Drijvende Machine van de Visvoerextruder

Boogbrekende vultrechter - produceert voer met hogere fijnheid
Visvoederingrediënten hebben een fijne deeltjesgrootte, een lage bulkdichtheid en een hoog vetgehalte, waardoor ze zeer vatbaar zijn voor bogen in hoppers. Dit veroorzaakt een moeilijke afvoer uit de trechter. In de drijvende visvoerextrudermachine is een variabele frequentie ingebouwd. Terwijl het materiaal zich in de trechter bevindt, draaien de rollen met dubbele diameter in tegengestelde richting om klonten en bogen moeiteloos te breken. Hierdoor komt het materiaal gelijkmatiger, gecontroleerder en continu in de conditioner, wat resulteert in voer met een verbeterde fijnheid.
Differentiële conditioner met twee assen - Hogere gelatinisatie- en kookniveaus bereiken
In de conditioner zijn twee schoepenassen geïnstalleerd die op verschillende snelheden draaien, waardoor er wisselende schuifkrachten ontstaan. Dit verlengt de verblijftijd van het materiaal van 15-20 seconden in een systeem met één schoepenas tot 120-180 seconden. Dit proces elimineert schadelijke bacteriën in het materiaal, verbetert de conditionering en gelatinering en zorgt voor een uniform pasta-achtig materiaal voor latere extrusie. Het resultaat is voer van hoge kwaliteit met superieure conditionerings- en gelatineringsniveaus.

Extruder met dubbele schroef - voer maken dat beter geschikt is voor vissen
Visvoerformules hebben een hoog vet-, vocht-, zetmeel- en eiwitgehalte. Toch moet het voer zelf aan strenge eisen voldoen: ≥24 uur drijfvermogen, 0,6 mm pelletgrootte, weinig poedervorming en minimaal gelatinisatieresidu. In de drijvende visvoerextrudermachine bereikt de hoge schuifzone van de dubbele schroef lineaire snelheden tot 1,5 m s-¹, waardoor oliën zetmeel gelijkmatig omhullen in deeltjes van 1-2 μm zonder de uitzetting te belemmeren. Dit resulteert in gladde pelletoppervlakken met een poedergehalte <1%. Vattemperaturen tot 180°C zorgen voor hoge sterilisatiesnelheden, lage eiwitdenaturatie en verbeterde visverteerbaarheid.

Kamer met hoge temperatuur - Produceert voer met superieure waterstabiliteit
De extruder is de spil in het pelletiseren van visvoer en de werking ervan heeft een directe invloed op de kwaliteit van het voer. De drijvende visvoerextruder van RICHI heeft een verbeterd besturingssysteem en een verbeterde kamerstructuur, waardoor een hogere druk in de kamer mogelijk is bij hogere temperaturen. Dit zorgt voor een betere compressie van het materiaal, een fijnere inkapseling van de olie en een beter drijfvermogen van de pellets. Het resulterende voer is zeer waterstabiel en blijft tot 8 uur drijven.

Kenmerken en voordelen van drijvende voerextrudermachines

Hoge productiecapaciteit
De extruder met dubbele schroef bereikt een sterilisatiesnelheid ≥99,999%, waarbij de eiwitdenaturatie gecontroleerd wordt op 70%-80%. Vissen vertonen een 3%-5% hogere verteerbaarheid van voer geproduceerd door twin-screw extruders in vergelijking met single-screw extruders.
Dit resulteert in superieure smakelijkheid, versnelde groei, verbeterde voortplanting en een hogere totale visopbrengst.

Superieure materialen
De hoofdbasis en de tandwielkast van de drijvende visvoerextruder zijn integraal gegoten. De meshing twin screws zijn gemaakt van 38CrMoAl genitreerd staal, dat volledig is afgeschrikt om een hardheid van 58HRC-62HRC te bereiken. Dit verlengt de levensduur met 2 tot 3 keer in vergelijking met conventioneel 45 staal.
Tijdens co-rotatie vormen de schroeven een gesloten C-vormige kamer die materialen met kracht naar voren extrudeert.

Precisie-uitgang
De drijvende visvoerextruder integreert stoomconditionering op hoge temperatuur en een uitgebreide kamer, waardoor superieure gelatinisatie- en sterilisatiesnelheden worden bereikt.
Co-roterende dubbele schroeven met matrijsgaten van 0,6 mm produceren voederpellets die hun structurele integriteit behouden bij kleine diameters, met een uniforme kleuring en een gladde oppervlakteafwerking.

Verwante gevallen van Drijvende visvoerextrudermachines
Onze drijvende visvoerextrudermachines worden wereldwijd verkocht. Hierna volgen voorbeelden van pelletiseermachines die zijn verkocht aan Botswana, Oezbekistan, Zuid-Afrika, Thailand, Oekraïne en Ecuador.

Drijvende Visvoer Extruder machine in Botswana
- Output: 100 kg/u-150 kg/u
- Model en vermogen hoofdeenheid: DGP50-B, 22 kW
- Korrelspecificaties: 2-8 mm

Drijvende Visvoer Extruder machine in Oezbekistan
- Output: 1 t/u
- Model en vermogen hoofdeenheid: DGP90-B, 37 kW
- Korrelspecificaties: 1,2-10 mm

Drijvende Visvoer Extruder machine in Zuid-Amerikaanse
- Output: 300 kg/u
- Model en vermogen hoofdeenheid: DGP50-B, 11 kW
- Korrelspecificaties: 2-10 mm

Drijvende Visvoer Extruder machine in Thailand
- Output: 2 t/u
- Model en vermogen hoofdeenheid: DGP160-B, 90 kW
- Korrelspecificaties: 2-12 mm

Drijvende Visvoer Extruder machine in Oekraïne
- Output: 100 kg/u-150 kg/u
- Model en vermogen hoofdeenheid: DGP50-B, 22 kW
- Korrelspecificaties: 3-6 mm

Drijvende Visvoer Extruder machine in Ecuador
- Output: 3 t/u
- Model en vermogen hoofdeenheid: SPHS120*2, 110 kW
- Korrelspecificaties: 2-12 mm
Gerelateerde video's
De volgende twee video's demonstreren de pellets die geproduceerd worden door de RICHI visextruders en laten de werkelijke toepassing van de drijvende voerextruder zien.

RICHI drijvende visvoer extruder machine produceert premium pellets

RICHI drijvende visvoer extruder machine in Rusland
Het hele proces van extruderen van drijvende visvoerkorrels
De drijvende visvoerextruder is slechts één onderdeel van het totale productieproces. Het hele productieproces is opeenvolgend en kan worden onderverdeeld in de volgende zeven fasen. Als we een productielijn van 1,8t/h-2t/h drijvende visvoederpellets als voorbeeld nemen, kunnen we de stadia als volgt analyseren:
Slijpen
01
Maïsmeel, sojameel en andere grondstoffen worden in de maaltrechter geplaatst en verwerkt door de molen. Voor visvoederpellets die fijnere deeltjes vereisen, wordt een ultrafijne vermaler gebruikt.
Menggedeelte
02
De mixer heeft een aparte toevoeropening bovenaan, waardoor materialen in de mengkamer gelijkmatig worden gemengd met nieuw toegevoegde materialen wanneer ze samen de mixer binnenkomen.
Pelletiseren
03
Het voorbewerkte materiaal gaat de drijvende visvoerextrudermachine in voor compressie bij hoge temperatuur, waarbij pellets worden gevormd met een uniforme kleur, glad oppervlak en consistente specificaties.
Drooggedeelte
04
Droog de pellets van de drijvende visvoerextruder om het vochtgehalte te bereiken dat nodig is voor de afgewerkte pellets.
Sectie Coating
05
Spuit olie op de vochtige korrels terwijl ze nog warm zijn om een gelijkmatige absorptie te garanderen, zodat de voedingsstoffen gelijkmatig worden verdeeld.
Sectie Screening en koeling
06
De gesproeide deeltjes gaan de koeler in om hun temperatuur te verlagen tot kamertemperatuur, wat het screenen en verpakken vergemakkelijkt.
Verpakking
07
De afgewerkte granulaten van hoge kwaliteit worden gezeefd en overgebracht naar de silo voor afgewerkte producten. Daarna worden ze verpakt met behulp van een speciale opzakweegschaal of een volautomatisch opzaksysteem voor gemakkelijke opslag en transport.
Waarom kiezen voor RICHI?
RICHI drijvende vis voerextrudermachine levert eersteklas apparatuur gemaakt met precisietechniek, die kostenbesparingen, arbeidsefficiëntie, gemoedsrust, ruimteoptimalisatie en een snel rendement op investering biedt!
Multifunctioneel ontwerp

RICHI machines gebruiken toevoersystemen met variabele frequentie om verstopping tijdens het voeden te voorkomen. Het voorbehandelingsproces met dikke kamers verbetert de gelatinering en kookefficiëntie van het voer.
Dankzij de uitwisselbare matrijsstructuur kan drijvend, zinkend en langzaam zinkend voer op dezelfde lijn worden geproduceerd door simpelweg de schroefcombinaties en snijsnelheden aan te passen. Dit zorgt ervoor dat de machine minder vaak hoeft te worden vervangen en kan worden aangepast aan verschillende vissoorten en kweekmodellen.
Drievoudige efficiëntie

RICHI Machines maakt gebruik van Siemens motoren, waardoor zijn drijvende visvoer-extrusiemachines een volledige productiecapaciteit van 0,5T/H tot 10T/H kunnen bereiken.
Vergeleken met modellen met hetzelfde vermogen leveren deze machines 8%-12% energiebesparing op. In combinatie met de elektrische besturingen van ABB en Schneider kunnen ze met één druk op de knop worden opgestart, waardoor de afhankelijkheid van handmatige arbeid afneemt. Dit ontwerp integreert naadloos hoge productiviteit, laag energieverbruik en bedieningsgemak in één oplossing.
Bewezen expertise

RICHI heeft meer dan 1.000 projecten voor productielijnen voor visvoer verzameld en zijn drijvende machines voor de extrusie van visvoer zijn naar meer dan 90 landen geëxporteerd. Het aantal herhalingsaankopen overschrijdt 60% bij klanten in Peru, Maleisië, Saoedi-Arabië en andere landen.
Dankzij het touchscreen receptbeheer, de uniforme korrelvorming en het stabiele drijfvermogen helpt onze apparatuur kwekerijen om de voederconversie met 0,15-0,2 te verlagen. Hierdoor verbruiken vissen minder voer, wat resulteert in lagere aquacultuurkosten.
Veelgestelde vragen
Bij de aankoop van een drijvende visvoerextrudermachine heb je misschien veel vragen. U kunt de volgende vragen raadplegen om antwoorden te vinden:
Welke grondstoffen kunnen worden verwerkt met drijvende visvoerextrudermachines?
+
Gangbare grondstoffen voor drijvend visvoer zijn maïsmeel, maïsglutenmeel, tarwemeel, tarwegluten, cassavemeel, sorghummeel, vismeel, sojameel, sojakoeken, pindameel, katoenzaadmeel, raapzaadmeel, inktvismeel, krillmeel, bloedmeel, visolie, sojaolie, raapzaadolie en fosfolipiden. Al deze materialen kunnen verwerkt worden tot afgewerkte pellets met behulp van de drijvende visvoer extruder vormmachine van RICHI.
Hoe kies je een extruder met één of twee schroeven?
+
Voor capaciteiten van 0,3T/H tot 1,2T/H is een enkelschroefsextruder geschikt als het budget beperkt is. Een tweeschroefsextruder is echter vereist bij een productiecapaciteit van meer dan 1 ton/uur, bij de verwerking van grondstoffen met een hoog olie- of zoutgehalte of bij de productie van 0,6 mm micropellets.
Kan visvoer met een oliegehalte van 12% nog drijven?
+
Ja, maar het vereist differentiële modulatie met twee assen en een hoge druk van meer dan 60 bar om olie te emulgeren tot deeltjes van 1-2 μm, zodat ze de vorming van de bellenwand niet belemmeren.
Wat is het werkelijke energieverbruik van een drijvende visvoerextrudermachine van 1 ton/uur?
+
Als we een motor van 75 kW als voorbeeld nemen, bedraagt het stroomverbruik per ton materiaal 55-60 kW/u bij een belasting van 85%.
Wat is de levensduur van extrudeergaten voor drijvend visvoer?
+
38CrMoAl vacuümgeharde spuitgaten gaan 3000 uur mee op standaard zwevende toevoerleidingen, terwijl geïmporteerde Cr12MoV spuitgaten 5000 uur meegaan.
Kan de extruder voor drijvend visvoer schakelen tussen het produceren van zinkend en drijvend voer?
+
Ja. Door de matrijskop te vervangen, de extrusieomgeving aan te passen, het stoomvolume te wijzigen en de droogtemperatuur te regelen, kan de productie binnen 30 minuten worden omgeschakeld.


